ইউহং হোল্ডিং গ্রুপ কোং, এলটিডি

 |
| উৎপত্তি স্থল: | চীন |
| পরিচিতিমুলক নাম: | YUHONG |
| সাক্ষ্যদান: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| মডেল নম্বার: | SA106 Gr.B |
| ন্যূনতম চাহিদার পরিমাণ: | 100 কেজি |
|---|---|
| মূল্য: | Negotiable |
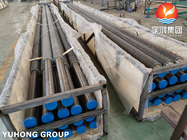
| প্যাকেজিং বিবরণ: | প্লাই-কাঠের কেস/আয়রন কেস/প্লাস্টিকের ক্যাপ সহ বান্ডিল |
| ডেলিভারি সময়: | 7 দিন |
| পরিশোধের শর্ত: | এল/সি, টি/টি |
| যোগানের ক্ষমতা: | 1000টন/মাস |
| প্রকার: | HFW ফিন টিউব | স্ট্যান্ডার্ড: | ASME SA106/ASTM A106 |
|---|---|---|---|
| টিউব উপাদান: | GR.B | ফিন উপাদান: | কার্বন ইস্পাত |
| প্যাকিং: | প্লাইউড কেস/লোহার কেস | আবেদন: | তাপ এক্সচেঞ্জার, কুলার |
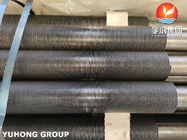
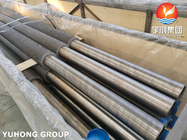
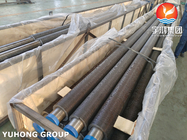
ASME SA106 Gr.B কার্বন ইস্পাত উচ্চ ফ্রিকোয়েন্সি ঝালাই ফিন টিউব কনডেন্সার
SA106Gr.Bএটি আমেরিকান এএসএমই স্ট্যান্ডার্ডের একটি সিউমলেস স্টিল পাইপ উপাদান যা 241,000 পিএসআইয়ের একটি ফলন শক্তি, 413,000 পিএসআইয়ের একটি টান শক্তি এবং 0.285 পাউন্ড / ইন 3 এর ঘনত্ব সহ।এই ইস্পাত পাইপ উপাদান উচ্চ তাপমাত্রা এবং উচ্চ চাপ পেট্রোলিয়াম ব্যাপকভাবে ব্যবহৃত হয়রাসায়নিক, বৈদ্যুতিক শক্তি এবং অন্যান্য শিল্প ক্ষেত্র, যেমন তরল পরিবহন পাইপলাইন, বয়লার পাইপলাইন, তাপ এক্সচেঞ্জার পাইপলাইন ইত্যাদি।
SA106Gr.Bসিমলেস স্টিলের পাইপের উচ্চ তাপমাত্রা পারফরম্যান্স এবং জারা প্রতিরোধের চমৎকার বৈশিষ্ট্য রয়েছে, এটি -২৯°সি থেকে +৪৮২°সি তাপমাত্রা পরিসরে দীর্ঘ সময় ব্যবহার করা যেতে পারে,এবং বিভিন্ন ক্ষয়কারী মাধ্যমের ক্ষয় প্রতিরোধ করতে পারে. উপরন্তু, ইস্পাত পাইপ এছাড়াও ভাল প্রক্রিয়াকরণ এবং ঢালাই বৈশিষ্ট্য আছে, প্রক্রিয়া এবং ঢালাই করা সহজ, এবং বিভিন্ন জটিল পাইপলাইন সিস্টেমের প্রয়োজনীয়তা পূরণ করতে পারেন।এটি মূলত নিম্ন এবং মাঝারি চাপের বয়লারের পৃষ্ঠতল পাইপ গরম করার জন্য ব্যবহৃত হয় (ওয়ার্কিং চাপ সাধারণত 5 °C এর বেশি নয়).88Mpa, 450°C এর নিচে কাজের তাপমাত্রা); উচ্চ চাপের বয়লারের জন্য (কাজের চাপ সাধারণত 9.8Mpa এর উপরে, 450°C ~ 650°C এর মধ্যে কাজের তাপমাত্রা) উত্তাপ পৃষ্ঠ পাইপ, অর্থনীতিবিদ, সুপারহিটার,রিহিটার, পেট্রোকেমিক্যাল ইন্ডাস্ট্রি পাইপ ইত্যাদি
উচ্চ ফ্রিকোয়েন্সি ঝালাই ফিনড টিউব উত্পাদন প্রযুক্তি
(1) ইস্পাত পাইপ সংগ্রহ এবং পুনরায় পরিদর্শনঃ ইস্পাত পাইপগুলি নকশায় প্রয়োজনীয় মান এবং প্রযুক্তিগত শর্তাবলী অনুসারে ক্রয় করা উচিত।পুনরায় পরিদর্শন সাবধানে করা উচিত, এবং পুনরায় পরিদর্শন বিষয়বস্তু অন্তর্ভুক্ত করা উচিতঃ পরিমাণ, স্পেসিফিকেশন এবং উপকরণগুলির সামঞ্জস্য কিনা তা পরীক্ষা করা,এবং প্রাসঙ্গিক উপাদান সার্টিফিকেশন উপকরণ এবং পরিদর্শন রিপোর্ট সম্পূর্ণ এবং কার্যকর কিনা; রুটের চেহারা এবং জ্যামিতিক আকার পরীক্ষা করুন এবং যথাক্রমে চুলা এবং ব্যাচের নম্বর অনুযায়ী উপাদানটির রাসায়নিক গঠন এবং যান্ত্রিক বৈশিষ্ট্য পরীক্ষা করুন;অন্তত ১০% উপাদান যা সুপার এক্সপ্লোরেশনের প্রয়োজন, তার থেকে রুট-বাই-রুট নমুনা নেওয়া উচিত।.
(২) ফিনিং এবং ওয়েল্ডিংয়ের আগে প্রস্তুতিঃ ইস্পাত পাইপের পৃষ্ঠের অবস্থা আবরণের জন্য অনুকূল হতে হবে এবং অপটিকাল পাইপের পৃষ্ঠটি গর্ত, ঘাঁটি, ওভারল্যাপ এবং রোলগুলি থেকে মুক্ত হওয়া উচিত।সোল্ডারিংয়ের আগে, বেস টিউবের বাহ্যিক পৃষ্ঠের অক্সিড, গ্রীস এবং অশুচিতা অপসারণ করা প্রয়োজন যা ওয়েল্ডিং গুণমান এবং লেপকে প্রভাবিত করে, সাধারণত পলিশিং বা স্যান্ডব্লাস্টিং চিকিত্সা ব্যবহার করে,ফিন টিউব উইন্ডিং ফিন দিয়ে, টেপ খোলার জন্য পাতলা ইস্পাত প্লেট ব্যবহার করে, এবং প্রয়োজনীয় ফিন উচ্চতা অনুযায়ী পাতলা ইস্পাত প্লেটের পুরো রোলটি প্রয়োজনীয় প্রস্থে কাটা;
(3) ফিন রোলিং ওয়েল্ডিংঃ স্টিলের পাইপটি ফিন রোলিং ওয়েল্ডিং মেশিনে ইনস্টল করা হয় এবং ফিনটি যোগ্যতাসম্পন্ন রোলিং ওয়েল্ডিং প্রক্রিয়া অনুসারে ওয়েল্ড করা হয়,এবং ফিন টিউব ফিক্সড গাইড রেলের চলমান পাশে ওয়েল্ড করা হয় যতক্ষণ না প্রয়োজনীয় ওয়েল্ডিং দৈর্ঘ্য পৌঁছানো হয়;
(4) পরিদর্শন এবং পরীক্ষাঃ রানড ফিনড টিউবের চেহারা পরিদর্শন এবং স্ক্র্যাপিং এবং স্ট্রিপিং পরিদর্শন একের পর এক করা হয়,এবং পরীক্ষার ফলাফলগুলি অঙ্কন এবং প্রযুক্তিগত প্রয়োজনীয়তার সাথে সঙ্গতিপূর্ণ হওয়া উচিত
দয়া করে. তারপর হাইড্রোলিক পরীক্ষা একের পর এক করা হয়, পরীক্ষার চাপ ডিজাইন চাপ বা অঙ্কন প্রয়োজনীয়তা 1.5 বার, এবং চাপ ধরে রাখার সময় 5 মিনিটের কম নয়;
(5) ফিন সুরক্ষাঃ ফিন টিউবটি উত্পাদনের পরে সংকুচিত বায়ু দিয়ে পরিষ্কার করা হয়।কার্বন ইস্পাত এবং খাদ ইস্পাত ফিনিং টিউব অ্যান্টি-জারা পেইন্ট দিয়ে স্প্রে করা হয়, এবং স্টেইনলেস স্টীল ফিনড টিউবের পৃষ্ঠটি পরিদর্শন করার পরে চকচকে তেল দিয়ে স্প্রে করা হয়।নলাকার টিউব দুটি প্রান্ত জল এবং ধ্বংসাবশেষ টিউব প্রবেশ করতে প্রতিরোধ করার জন্য caps সঙ্গে সুরক্ষিত হয়.
উচ্চ ফ্রিকোয়েন্সি ঝালাই ফিনিং টিউবগুলির প্রধান সুবিধা হলঃ
1 উচ্চ উত্পাদন দক্ষতা, অবিচ্ছিন্ন মোড়ক উত্পাদন;
2নিম্ন খরচ, এটি উচ্চ ফ্রিকোয়েন্সি ঢালাই নিজেই বৈশিষ্ট্য উপর নির্ভর করে -- ছাল প্রভাব workpiece এর পৃষ্ঠ উত্তাপ, ঢালাই উদ্দেশ্য অর্জন,ঢালাই প্রক্রিয়া কোন ফিলার ধাতু উপাদান যোগ করার প্রয়োজন হয় না;
3যেহেতু উচ্চ ফ্রিকোয়েন্সির বর্তমান কেবল ইস্পাত পাইপের অগভীর পৃষ্ঠের উপর দিয়ে যায়, তাই ওয়েল্ডিং তাপ দ্বারা প্রভাবিত অঞ্চলটি ছোট,তাই এই কারণে দেয়াল বেধ অতিরিক্ত পরিমাণ ডিজাইন গণনা বিবেচনা করা প্রয়োজন হয় না: ওয়ার্কপিসটি ওয়েল্ডিংয়ের পরে তাপ চিকিত্সা করার প্রয়োজন নেই;
4সলিড ওয়েল্ডিং, যুক্তিসঙ্গত সরঞ্জাম কনফিগারেশন এবং নিখুঁত প্রক্রিয়া পরামিতি ক্ষেত্রে, এটি ফিন এবং ইস্পাত পাইপ মধ্যে কঠিন ওয়েল্ডিং অর্জন করতে পারেন,এবং ঘন ঘন খোলার এবং বন্ধ হওয়ার কারণে তাপীয় শক ফ্লুক্টোশন সহ্য করতে পারে.
উচ্চ ফ্রিকোয়েন্সি ঝালাই ফিন টিউব উপরের সুবিধাগুলি আছে, এটি পেট্রোলিয়াম, রাসায়নিক,নতুন দক্ষ তাপ স্থানান্তর উপাদানগুলির বৈদ্যুতিক শক্তি এবং অন্যান্য শিল্প, টিউব বাইরে তাপ স্থানান্তর জোরদার, তাপ দক্ষতা পুনরুদ্ধার, শক্তি সঞ্চয় এবং খরচ কমানোর উদ্দেশ্যে উন্নত।
A106 Gr.A /B/C এর রাসায়নিক অবস্থান
| গ্রেড | এ | বি | সি |
| সি | 0.25 | 0.3 | 0.35 |
| এমএন | 0.২৭-০।93 | 0.২৯-১06 | 0.২৯-১06 |
| পি | 0.035 | 0.035 | 0.035 |
| এস | 0.035 | 0.035 | 0.035 |
| হ্যাঁ | ≥০10 | ≥০10 | ≥০10 |
| সিআর | 0.4 | 0.4 | 0.4 |
| ক | 0.4 | 0.4 | 0.4 |
| মো | 0.15 | 0.15 | 0.15 |
| নি | 0.4 | 0.4 | 0.4 |
| V | 0.08 | 0.08 | 0.08 |
এএসটিএম এ১০৬ গ্রেড এ, বি এবং সি এর টেনসিল প্রয়োজনীয়তা।
| গ্রেড | গ্রেড এ | গ্রেড বি | গ্রেড সি |
| টেনসিল স্ট্রেংথ, মিনি, পিএসআই | 48000 | 60000 | 70000 |
| ইন্ডেক্স স্ট্রেংথ, মিনিট, পিএসআই | 30000 | 35000 |
40000 |
![]()
ব্যক্তি যোগাযোগ: Tonya Hua
টেল: +8613587836939
ফ্যাক্স: 0086-574-88017980